

Optimized Solvent Recovery
System for Industrial Recycling
Our solvent recovery unit reduces chemical waste, lowers costs, and supports sustainable manufacturing operations.
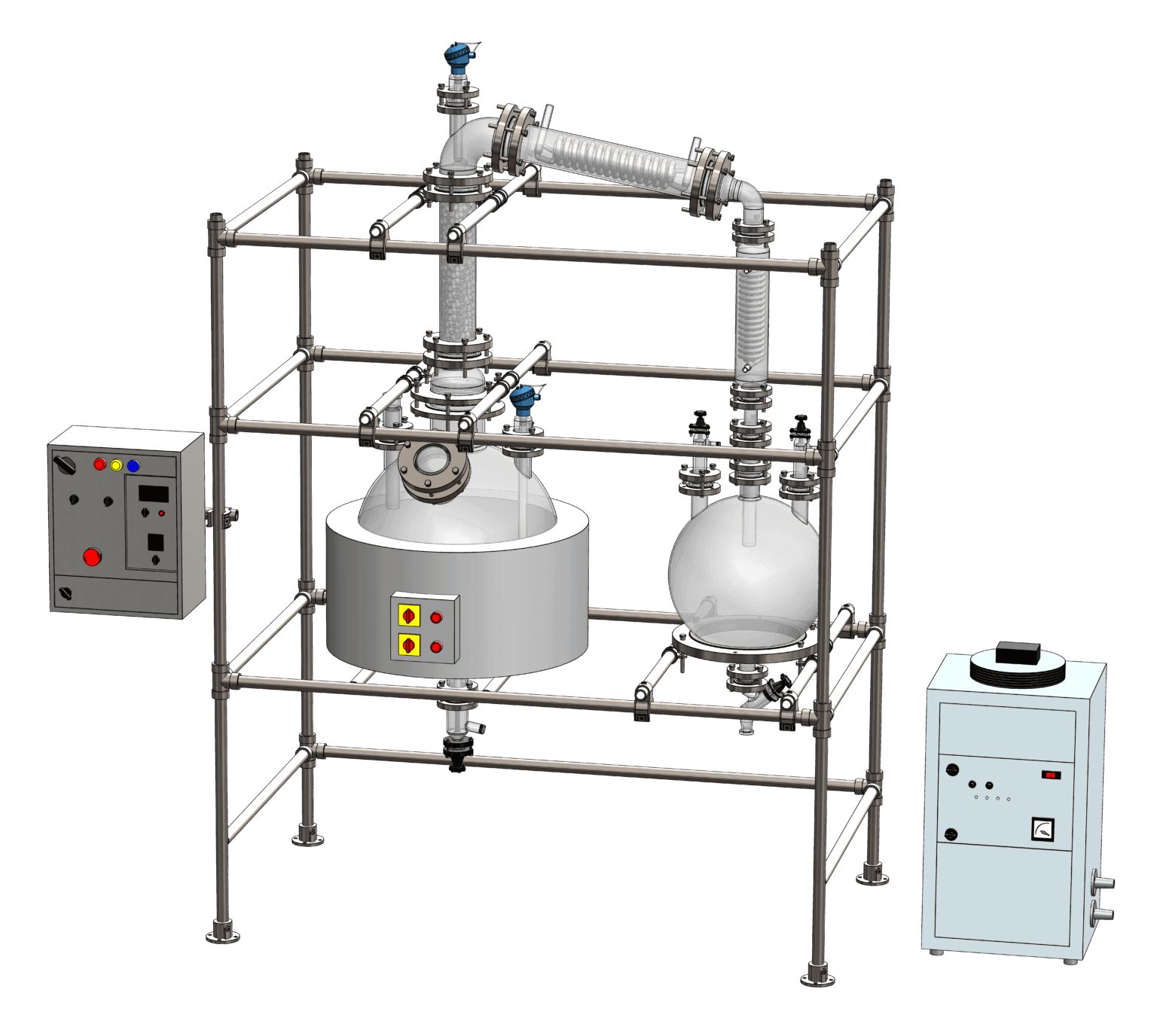
Solvent Recovery System
Key Features of Solvent Recovery Equipment
and long service life. Each feature contributes to cost savings and environmental compliance.
Efficient Solvent Purification Through Distillation
High Recovery Efficiency and Solvent Reuse Capability
Corrosion-Resistant Industrial Construction
Automated Temperature and Pressure Control
Energy-Efficient Operation for Continuous Processes
Suitable for Various Organic Solvents
Solvent Recovery Unit Configurations
Laboratory Solvent Recovery Unit
- Configuration: Compact benchtop system with manual controls and small batch capacity.
- Suitable usage: Research laboratories, quality control facilities, and small-scale solvent recycling where space and batch size are limited.
Pilot Scale Solvent Distillation System
- Configuration: Scaled unit with PLC-based control, automated batch processing, and data logging.
- Suitable usage: Process development, scale-up validation, and small-batch production for specialty chemicals and pharmaceuticals.
Industrial Solvent Recovery Plant
- Configuration: Large-capacity continuous system with full automation, integrated feed, and product handling.
- Suitable usage: Commercial chemical manufacturing, pharmaceutical production, printing, coating, and electronics industries with high solvent throughput.
Applications of Solvent Recovery Systems
Chemical Manufacturing Solvent Recycling
Recovery and reuse of solvents from reaction mixtures, extractions, and washing operations in chemical plants.
Pharmaceutical Solvent Purification Processes
Purification of solvents used in API synthesis, crystallization, and cleaning procedures for cost-effective reuse.
Paint, Coating, and Printing Solvent Recovery
Recycling of thinners, reducers, and cleaning solvents from spray booths, printing presses, and coating lines.
Petrochemical Processing Operations
Recovery of hydrocarbon solvents from refinery and petrochemical process streams.
Electronics and Precision Cleaning Industries:
Recycling of high-purity cleaning solvents used in circuit board manufacturing and component degreasing.
Waste Solvent Management and Recycling
Centralized treatment of mixed or single-solvent waste streams for volume reduction and resource recovery.
For sustainable solvent management and significant cost savings, K-JHIL’s solvent
distillation system delivers reliable recovery across chemical, pharmaceutical, and industrial applications.
How the Solvent Recovery System Works
Collection of used solvent from process streams
Contaminated solvent is collected from manufacturing operations and stored in dedicated feed tanks.
Filtration to remove solid impurities
Particulates, pigments, and solid residues are removed through pre-filtration to protect the distillation system.
Heating in solvent distillation chamber
The pre-filtered solvent is heated to its boiling point in a jacketed or electrically heated distillation vessel.
Vaporization and condensation of solvent
Pure solvent vapor rises, passes through a condenser, and returns to liquid form as high-purity distillate.
Recovery of purified solvent for reuse
Recovered solvent is collected in product tanks, tested for quality, and returned to manufacturing processes.
Why Choose Us
manufacturing standards. We provide customized solvent recovery solutions, automation integration, and process
optimization capability for reliable industrial performance.

K-Jhil Promise in Quality
Innovative Approach
Automation Expertise
Trouble-Free Processes

Tailored Process Solutions
Customer-Centric Approach
K-Jhil Promise in Quality
Innovative Approach
Automation Expertise
Automation Expertise
Tailored Process Solutions
Customer-Centric Approach
Bromine Recovery System FAQs
1. What is a bromine recovery system, and why is it needed?
It is a process plant designed to extract and purify bromine from industrial waste streams (like NaBr/KBr/HBr effluents). It is needed to recover a valuable chemical for reuse, reduce raw material costs, and ensure environmental compliance by treating bromine-laden waste.
What industries typically use a bromine recovery plant?
What is the typical capacity range of your bromine recovery systems?
What materials of construction are used due to bromine's corrosivity?
Do you provide turnkey solutions, including installation and commissioning?
Yes, as a complete bromine recovery plant manufacturer, we offer turnkey project delivery. This includes process design, equipment fabrication, installation, commissioning, and comprehensive operator training to ensure seamless integration into your facility.