Advanced bromine recovery system for reclaiming bromine from industrial effluents, NaBr/KBr streams, and process waste. Our bromine recovery plant ensures high-efficiency extraction, operational safety, and environmental compliance for chemical industries.
K-JHIL designs and manufactures advanced bromine recovery systems engineered to extract and purify bromine from industrial waste streams, including sodium bromide (NaBr), potassium bromide (KBr), and hydrobromic acid (HBr) effluents. As a leading bromine recovery plant manufacturer, we provide solutions that transform by-product streams into valuable, reusable bromine, significantly reducing raw material costs and environmental liability.
Our systems utilize a combination of oxidation, stripping, absorption, and purification technologies to achieve maximum recovery efficiency. Whether processing effluents from pharmaceutical synthesis, agrochemical manufacturing, or brine streams, our plants are designed for continuous, stable operation. The recovered bromine meets high-purity standards and is ready for direct reuse in your processes. Each unit is customized to handle specific feed compositions and desired capacity, ensuring seamless integration into your existing infrastructure.
Engineered for Efficiency, Safety, and Durability
The advanced engineering of our bromine recovery system ensures maximum value extraction from your process streams. Our designs prioritize high bromine recovery efficiency, often exceeding 99%, through optimized reaction and separation chemistry. Continuous and stable operation is guaranteed by robust process control, minimizing downtime and ensuring consistent output quality.
By capturing and recycling bromine, we reduce chemical loss and achieve significant cost savings. The system is inherently environmentally friendly, mitigating the impact of bromine-rich effluent discharge. Every component is selected for safe handling of corrosive media, with materials such as borosilicate glass, PTFE, and specialized alloys to withstand bromine’s aggressive nature. This focus on robust industrial construction ensures decades of reliable, maintenance-friendly service.
Bromine Recovery Plant Configurations
Basic Manual System
Automation level: Manual control of valves, temperature, and feed rates with local instrumentation.
Plant scale suitability: Pilot plants, small-scale chemical operations, and facilities processing variable feed streams.
Semi-Automatic System
Automation level: PLC-based control with automated dosing and interlocks; manual intervention for specific steps.
Plant scale suitability: Mid-sized chemical plants and pharmaceutical intermediates manufacturers seeking consistent quality.
Fully Automatic Bromine Recovery Plant
Automation level: Full PLC/SCADA integration with remote monitoring, automated cycle control, and data logging.
Plant scale suitability: Large-scale continuous recovery operations, petrochemical complexes, and specialty chemical producers.
Applications of Bromine Recovery Systems
Chemical Manufacturing Plants
Recovery from process streams in flame retardant, agrochemical, and dye intermediate production.
Oil and Gas Processing
Treatment of completion fluids and associated brines from petrochemical extraction.
Pharmaceutical Intermediates
Bromine reclamation from API synthesis and bromination reaction effluents.
Specialty Chemical Processing
Recovery from processes manufacturing brominated compounds and additives.
Brine and Salt Processing Units
Extraction from natural brines, sea-bittern, and industrial salt purification.
Waste Stream Bromine Recovery
Treatment of spent acids and effluents prior to discharge or further treatment.
Wherever bromine is used or appears as a by-product, K-JHIL’s bromine recovery technology delivers value. It turns environmental challenges into economic opportunities with reliable, custom-engineered solutions.
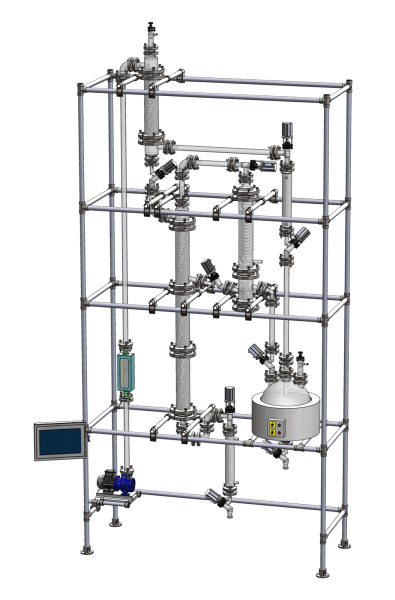
BROMINE RECOVERY PLANT SYSTEM
Stripping / Reaction Column
Cooling / Chilling Heat Exchanger
Phase
Separator
Bromine Purification Column
Pure Bromine Condenser
Vent / Guard Condenser
Bromine Re-boiler
Bromine Product Cooler
Crude / Pure Bromine Collecting Receiver
How the Bromine Recovery System Works
01
Bromine-bearing stream collection
Effluent containing NaBr, KBr, or HBr is collected and prepared in feed tanks.
02
Oxidation and release of bromine
Controlled addition of oxidant (chlorine or peroxide) liberates elemental bromine (Br₂) from the solution.
03
Absorption and separation
Released bromine vapor is steam-stripped, condensed, and separated from the aqueous phase.
04
Bromine recovery and storage
Crude bromine is purified via distillation or rectification and stored in dedicated, corrosion-proof vessels.
05
Treated effluent discharge
The remaining stream, now depleted of bromine, is neutralized and safely discharged or reused.
With decades of expertise in handling corrosive chemicals, K-JHIL is a trusted bromine recovery plant manufacturer.
We combine custom engineering with deep automation knowledge to deliver compliant, efficient systems. Our after-sales support ensures your bromine recovery operation runs safely and profitably for decades.
K-Jhil Promise in Quality
Innovative Approach
Automation Expertise
Trouble-Free Processes
Tailored Process Solutions
Customer-Centric Approach
K-Jhil Promise in Quality
Innovative Approach
Automation Expertise
Automation Expertise
Tailored Process Solutions
Customer-Centric Approach
Bromine Recovery System FAQs
1. What is a bromine recovery system, and why is it needed?
It is a process plant designed to extract and purify bromine from industrial waste streams (like NaBr/KBr/HBr effluents). It is needed to recover a valuable chemical for reuse, reduce raw material costs, and ensure environmental compliance by treating bromine-laden waste.
What industries typically use a bromine recovery plant?
Key industries include chemical manufacturing (flame retardants, dyes), pharmaceutical intermediates, oil and gas processing, and specialty chemical producers. Any facility generating bromide-rich effluents can benefit from a bromine recovery system.
What is the typical capacity range of your bromine recovery systems?
We design systems ranging from small-scale units processing a few hundred liters per day to large industrial plants handling thousands of liters per hour. Our systems are available for columns up to 600 mm in diameter and beyond, customized to your feed volume.
What materials of construction are used due to bromine's corrosivity?
We use high-quality materials resistant to bromine and HBr, including borosilicate glass for visibility and corrosion resistance, PTFE/Teflon for gaskets and linings, and specialized alloys like Hastelloy for critical metallic components.
Do you provide turnkey solutions, including installation and commissioning?
Yes, as a complete bromine recovery plant manufacturer, we offer turnkey project delivery. This includes process design, equipment fabrication, installation, commissioning, and comprehensive operator training to ensure seamless integration into your facility.