Discover the transformative potential of Solvent Recovery Systems by K-Jhil. Designed to reclaim and recycle solvents from industrial processes, our cutting-edge facilities offer a sustainable solution to solvent management. By capturing and purifying solvents for reuse, our systems reduce waste and significantly lower procurement costs for businesses.
Experience the versatility and efficiency of Solvent Recovery, seamlessly integrating chemical reaction and distillation in a single unit. From esterification to dehydration, our technology caters to diverse industries, including petrochemicals, pharmaceuticals, and specialty chemicals. Join the sustainable revolution with K-Jhil’s Solvent Recovery Systems.
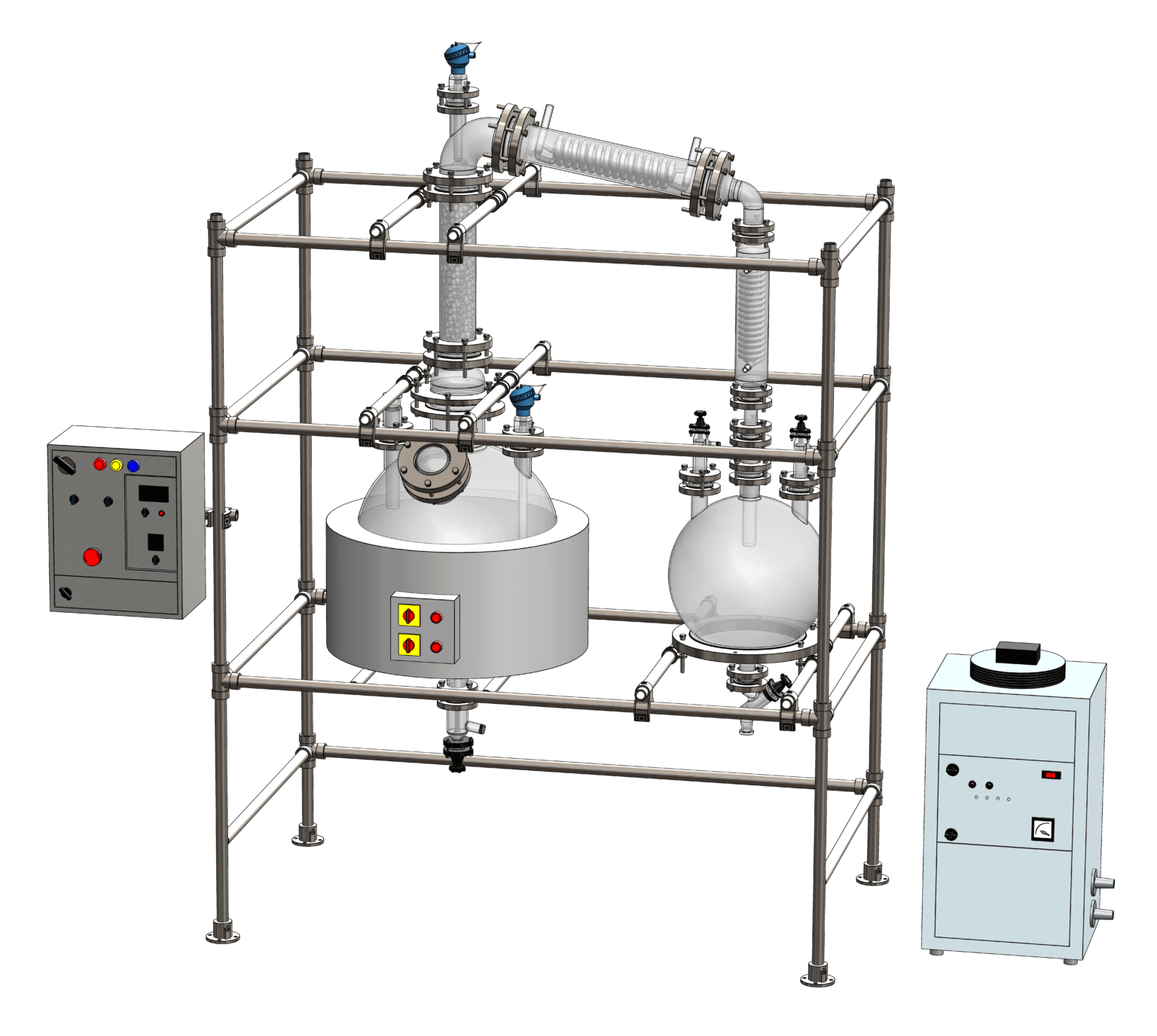
Salient Features of Solvent Recovery System
Distillation Units
Distillation is a common method for solvent recovery. The used solvent is heated in a distillation unit, and the vapor is collected and condensed back into a liquid. This process separates the solvent from impurities or contaminants.
Condenser and Coolers
These components are crucial for converting the vaporized solvent back into a liquid form. They help in the separation of the purified solvent from other substances.
Recovery Columns
Recovery columns enhance the separation of different components within the solvent mixture. They help improve the efficiency of the distillation process.
Filtration and Purification Systems
Filtration systems remove solid impurities or particulate matter from the solvent. Additional purification methods may include adsorption or chemical treatments to remove remaining contaminants.
Storage Tanks
Recovered and purified solvents are typically stored in tanks before being returned for reuse. Proper storage is important to maintain the quality of the recovered solvent.
Monitoring and Control System
Automated systems monitor and control various parameters such as temperature, pressure, and flow rates to ensure the efficiency and safety of the solvent recovery process.
Myriad Applications of Solvent Recovery System
Pharmaceutical Industry
Solvent recovery is crucial in pharmaceutical manufacturing processes.
Chemical Industry
Used for the recovery of solvents in various chemical processes.
Manufacturing Sector
Common in industries where solvents are utilized for cleaning and processing.
As trailblazers in crafting indigenous solutions, from producing our own glass to prioritizing rigorous quality checks for your peace of mind, here are some more reasons why customers consistently choose us.